
The problems of overwork without proper control can be disastrous. Overworking a spindle without proper maintenance is a recipe for disaster. This scenario can turn what should be a routine check into a series of costly and dangerous challenges. It is the perfect formula for disaster. Something that can be perfectly controlled and managed can turn into a series of disasters and problems. And, of course, all of this comes with a maintenance cost overrun. What could be a routine check with minimal economic burden turns into cost overruns and problems.

We are going to look at all this through the lens of a specific case, a Frank Kessler spindle. Specifically, we will be looking at model DMS 132.64.6 FDS. This case will provide a perfect illustration of the maintenance areas we should focus on in a spindle. In this way we will be able to extend the life of the equipment and minimise downtime and unnecessary costs.
If you click on the images in the article, you will be able to see in detail everything we have mentioned in the text.
 Defects in the taper of the tool holder.
Defects in the taper of the tool holder.

Let’s look at a specific case that illustrates the problems caused by overworking a spindle without proper maintenance. One spindle had, among other problems, damage to the tool clamping cone, which illustrates the seriousness of the situation. It was an HSK 100 spindle.
Poor handling, dirt and impact cause damage to the taper and premature wear. The picture clearly shows these signs of wear and impact on the equipment. You can also see the need for chrome plating of the taper. And as we can see in the picture, the front face is in poor condition, making grinding essential. The characteristic wear waves are clearly visible in the picture. Let’s take a look at an example repair.
The HSK100 taper clamp.
The HSK (Hohl Schaft Kegel) tool taper is a conical standard used in the manufacturing industry for clamping tools on machine tool spindles, especially on high-speed machining centres. This device is a specific variant of this standard with special features.
Firstly, it has a conical shape with a precise geometry that allows a perfect fit between the tool taper and the spindle of the machining centre. One of the special features of the HSK is that the spindle taper and the tool taper are hollow, allowing the possibility of internal cooling or delivery of cutting fluids directly to the tool tip. This is particularly useful in high-speed, high-precision applications.
Another important feature is that the HSK 100 has a dual contact interface, which means that the connection between the spindle and the tool is made both at the taper and in a contact plane around the taper. This provides greater rigidity and stability during machining, resulting in higher accuracy and load capacity.
The HSK 100 uses a draw-bolt clamping system operated from the top of the taper. This facilitates tool loading and unloading and provides a secure and reliable connection between the tool and spindle. It is certainly optimised to provide high accuracy and repeatability during machining, resulting in superior part quality and longer tool life. But, of course, it needs a good maintenance plan and no overwork without proper monitoring.
In the picture above, we can see that the front face of the taper has already been ground.
Consequences of overwork and poor handling.
Dirt build-up and impact damage from mishandling are just the beginning of the problems. This damage not only affects the operation of the tool, but also leads to premature bearing wear, creating a vicious circle of problems.
 Knocks at various points on the motor, together with damage caused by fluid leakage from the magnetic sensor, complete the bleak picture of a spindle that has been overworked without the necessary care.
Knocks at various points on the motor, together with damage caused by fluid leakage from the magnetic sensor, complete the bleak picture of a spindle that has been overworked without the necessary care.
Impact on key components: Anchor spring and cone.
Loss of clamping spring force and wear of the clamping cone further aggravate the situation, affecting the correct clamping of the tool and creating clearances that affect the precision of the work. The pictures show the large amount of accumulated dirt and the poor condition of the spring. We repeat the key point again: overwork without maintenance control leads to major problems.


Cooling system failure: Rotary joint overwork.
Failure of the rotary seal and fluid ingress into the winding will wreak havoc on the cooling system. There are two distinct problems. On the one hand, water with coolant flows through the rotating union and through the motor shaft to the tool to cool the cutting tool. Normally, the water with coolant and machining debris is filtered out so that this liquid can be reused for cooling. If the filtration is poor, or if it is poorly filtered, material residues can reach the rotating union. If this happens, it is very likely that the rotary union will fail, resulting in water leakage.
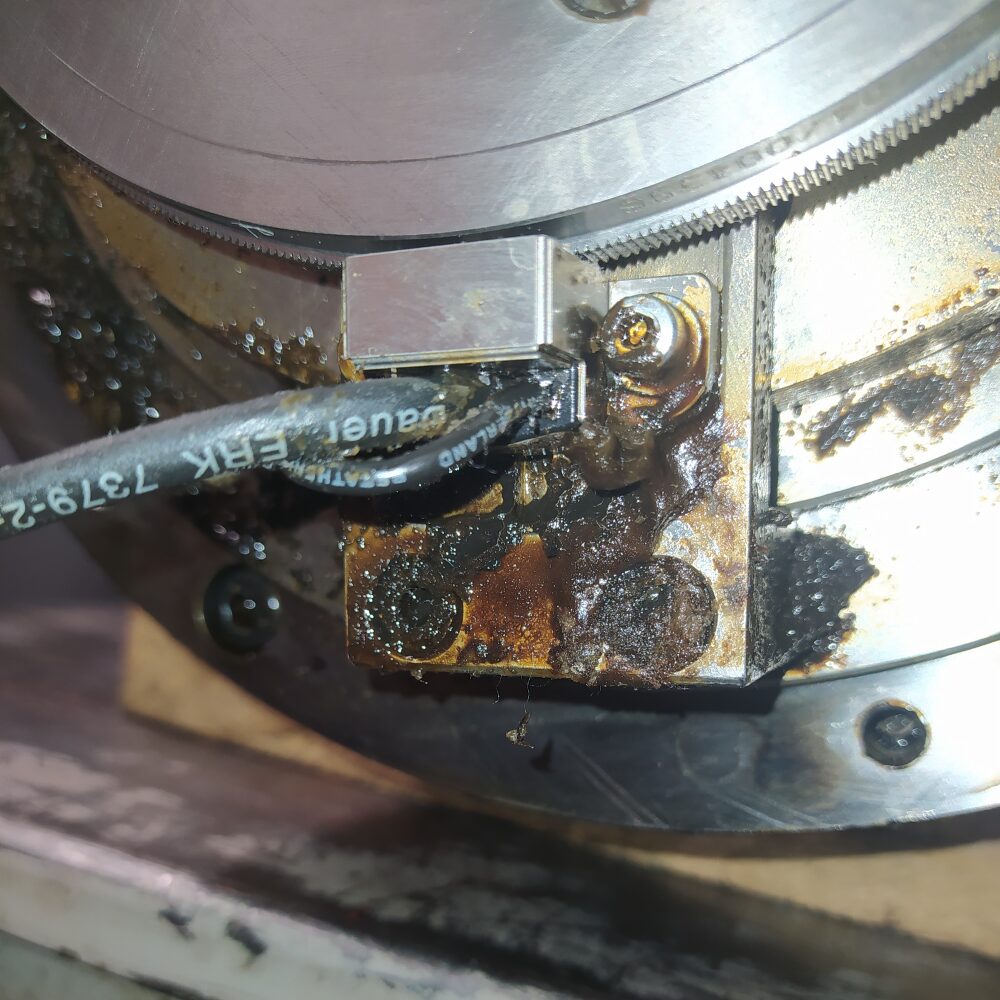
These motors often operate in a vertical position, so the overflowing water will fall down the motor, causing damage such as that shown in the pictures. Rust is more than evident in several areas, as is damage to the magnetic sensor that acts as an encoder in this spindle. We can see specific details of this damage in the pictures. The damage to the clamping spring shown in the previous pictures is the result of the situation caused by the failure of the rotary joint. Overwork without proper checks is the cause of all these failures.



Cooling system faults: The cooling circuit.
On the other hand, there is another problem with the cooling circuit of the bearings and windings. This is a closed circuit in which a coolant circulates and which must have suitable characteristics. The cooling circuit of bearings and windings must have a non-oxidising and clean liquid.
In the pictures we can see that this is not the case. The liquid has caused corrosion of the material. As we can see in the pictures, the inlets of the cooling circuit show a very important accumulation of rust due to the excess of work. This causes the circuit to lose diameter and therefore flow, reducing the cooling capacity. In extreme cases, the liquid can even be cut off, rendering the circuit unusable. As a result, poor cooling is guaranteed, causing the engine to overheat. This situation not only guarantees poor performance, but can also lead to extreme overheating and irreparable damage to the engine. Equipment should not be subjected to such overworking without proper maintenance.




The importance of preventive maintenance without overwork.
The images of the finished motor are a stark reminder of the importance of preventive maintenance in an industrial environment. Prioritising the correct care of spindles not only ensures optimum performance, but also protects worker safety and avoids costly downtime. Uncontrolled overwork is not a good industrial maintenance habit. Ultimately, an investment in proper maintenance is an investment in long-term reliability and efficiency.

As you can see, counting on GDM is counting on an expert team. We can help you with the maintenance of your equipment, and do not wait for the situation to generate greater evils. Taking care of your equipment starts here and now.
In the case we are presenting to you today, the following restoration work was required. This raises the question of the need for good maintenance planning:
- BEARING REPLACEMENT
- CLAMP REPLACEMENT
- MOORING SPRING REPLACEMENT
- DRIVE ROD REPLACEMENT
- SENSOR REPLACEMENT
- MANUFACTURE OF BEARING SEPARATOR
- CHROME PLATING AND CONE GRINDING HSK100
- O-RING REPLACEMENT – MOTOR + PISTON
- ROTOR BALANCING
- FINAL TEST ON TEST BENCH
- CLEANING, GRINDING AND PAINTING
There’s no doubt that a good maintenance plan pays dividends. And too much work without control does not lead to good results.